���½�����˨������⼼������
The technical guide of ultrasonic inspection for high-temperature tight bolts
|
Ŀ ��
ǰ��.................................................................................. II
1 ��Χ................................................................................. 1
2 �淶�������ļ�....................................................................... 1
3 һ��Ҫ��............................................................................. 1
4 ����............................................................................. 2
5 ��ⷽ��............................................................................. 3
6 ����................................................................................. 8
7 ��¼................................................................................. 9
8 ����................................................................................. 9
��¼A ���淶�Ը�¼�� ���½�����˨����С�Ƕ��ݲ����Ա��Կ�.......................... 10
��¼B ���淶�Ը�¼�� ���½�����˨�����������Ա��Կ�................................ 11
��¼C �������Ը�¼�� ��˨���ٲⶨ����λ����.......................................... 12
��¼D �������Ը�¼�� ������˨����������⼼��...................................... 14
��¼E �������Ը�¼�� ���ڳ��ٽ硢�����ٽ��������˨����............................ 18
ǰ ��
�����Ǹ��ݡ�������Դ�ֹ����´�2010���һ����Դ������ҵ���ƣ��ޣ����ƻ���֪ͨ�������ܿƼ�[2010]320���ģ��İ��Ž������ġ�
���½�����˨�ǻ������糧�ȶ����豸����Ҫ�������ڳ��������У����ڸ��¼���Ӧ�������ü���װ���ղ�����ԭ����������Ƶ�����˨ʧЧ���Ӷ�Σ�����鰲ȫ���С�DL/T694-1999�䲼ʵʩ����������ʵ�ָ��½�����˨����Ч��⣬���ϻ���İ�ȫ�������˻�����Ч�����á�
�����������ڳ��ٽ硢�����ٽ�����鷢չѸ�٣��������¡���ǿ�ȡ���ƣ�����ܵ��²��ϣ�������ּ��������ºϽ���˨���㷺Ӧ�ã��Լ�⼼��������µ�Ҫ�������ڼ䣬һЩ�µļ�⼼���õ��˿���Ӧ�ã����ͬʱ���������������ڳ��ڵ������о���Ӧ��ʵ���л����˷ḻ�ľ��飬��Щ�������������ṩ����Ҫ�Ŀ�ѧ���ݡ�
�����״η���ʱ��Ϊ2000��2��24��,����Ϊ��һ������
������Ҫ���������£�
���������˸��ºϽ����ȸֵ��²�����˨�ļ��պͷ�����
������ԭ������صļ��պͷ������˽�һ���ĸĽ������ƣ�
�����������ݲ�ֱ̽ͷ���պͷ�����
�����������������պͷ�����
���������˱��Ƽ������ݣ�
������ԭ���еļ�����Կ�������ƸĽ���
����������������⼼������¼D����
���������˹��ڳ��ٽ硢�����ٽ��������˨���֣���¼E����
������ԭ���������˽ϴ���ȵ��������½��������˱��ţ�ɾ����ԭ���еĸ�¼B��¼C����һЩרҵ���������ġ�
������¼A����¼B�ǹ淶�Ը�¼����¼C����¼D����¼E�������Ը�¼��
�������й�������ҵ���ϻ������
�����ɵ�����ҵ��վ�������ϱ�������ίԱ���ڡ�
����������ݵ�λ���������������о�Ժ����˾���������������о�Ժ�Ƽ���������˾��������������������ѧ�о�Ժ�����ݵ����������ġ��½�������ѧ�о�Ժ������ʡ��������������̹�˾�������ȹ��о�Ժ����˾������ʡ������ѧ�о�Ժ������ʡ���������о�Ժ���ӱ�ʡ�����о�Ժ�����ϵ��������о�Ժ�����ɹŵ�����ѧ�о�Ժ��ɽ������ģ�߳������ݳ�����������˾��ͨ�õ�����⼼�����Ϻ�������˾���Ϻ�������Ƽ�����˾
�����ɵ�����ҵ��վ�������ϱ�������ίԱ�Ḻ����͡�
������Ҫ����ˣ����� �Ի۴� ��ά�� ����ʤ ӡ���� ½�������� �̻� �³��� �ֵ�Դ ���������� ���� ţ���� �̺��� ���� ����־�ա�κ���� ������ �촺�� ������ ����� ���� ���Ʒ� ������
���½�����˨������⼼������
1����Χ
�����涨�˸��½�����˨�������շ�������������
���������ڻ�緢��������ס����š����ַ��ź������ܵ�������ֱ�����ڻ����M32�ĸ��½�����˨�ij�����⡣
����������˨�ij������Ҳ�ɲ��ձ�����
2���淶�������ļ�
�����ļ��е�����ͨ�����������ö���Ϊ�������������ע���ڵ������ļ�����������е��ĵ�����������������ݣ���������������ڱ�����Ȼ�����������ݱ������Э��ĸ����о��Ƿ��ʹ����Щ�ļ������°汾�����Dz�ע���ڵ������ļ��������°汾�����ڱ�����
DL/T 675 ������ҵ��������Ա�ʸ˹���
JB/T 7913 ����������ø��ƶԱ��Կ��������У�鷽��
JB/T 9214 A�����巴��ʽ����̽��ϵͳ�������ܲ��Է���
JB/T 10061 A�����巴��ʽ������̽����ͨ�ü�������
JB/T 10062 ����̽����̽ͷ���ܲ��Է���
JB/T 10063 ����̽���â�ű��Կ鼼������
3��һ��Ҫ��
3.1����������Ա
3.1.1�����������¼�����Ա��Ӧ��DL/T 675 �Ĺ涨������ѵ���ˣ���ȡ����Ӧ���ʸ�֤�飬������÷������ʸ���Ӧ�����������
3.1.2�������ԱӦ��Ϥ�����ĸ���涨�������涨�ļ�ⷽ�����ղ�����
3.2����ȫ����������
���¼�����ԱӦ���ص�����ȫ�����йع涨��������������ϰ�ȫ��ҵ�����������Ĺ���Ҫ��ʱ�����ɽ��м�⡣
3.3������豸
3.3.1������̽����
a������A�����巴��ʽ������̽���ǡ�
b��̽���ǵ�����ָ��Ͳ��Է���Ӧ����JB/T10061��JB/T9214�涨�����
c) ������̽����Ӧ���в�Ʒ�ϸ�֤��ϸ��֤���ļ�����Ӧ����У�顣
3.3.2������̽ͷ
a��������Ҫ����С�Ƕ��ݲ�б̽ͷ���ݲ�ֱ̽ͷ�ͺᲨб̽ͷ,����̽ͷ�����������̽ͷ����Ϊ��������á�
b��̽ͷ���ܲ���JB/T10062���вⶨ��
c) ��б̽ͷ��������ˮƽƫ��Dz�Ӧ����2�㣬�������ڴ�ֱ����Ӧ�����Ե�˫����塣
d) ̽ͷ������Ƶ������ƫ��Ӧ�����ڡ�0.5MHz��
3.3.3��̽���Ǻ�̽ͷ���ϵͳ����
a��̽���Ǻ�̽ͷ���ϵͳ���ܰ�JB/T9214��JB/T10062�Ĺ涨���ԡ�
b) �������������ڴﵽ��̽���������������ʱ������Ч����������Ӧ��С��10dB��
c���ֱ��ʣ�С�Ƕ��ݲ�б̽ͷ��ֱ̽ͷ��Զ���ֱ���Ӧ��С��30dB������̽ͷ�ͺᲨб̽ͷ�ķֱ���Ӧ��С��6dB��
d��̽������̽ͷ�����Ƶ���빫��Ƶ�����ӦС�ڡ�10%��
3.4���Ա��Կ�
3.4.1���Ա��Կ���ָ�����涨�����ڼ��У�ͱȶԵ��Կ飬�������õĶԱ��Կ��У�
a) С�Ƕ��ݲ�����öԱ��Կ飺LS-����¼A(�淶�Ը�¼)��
b) ��������öԱ��Կ飺LS-����¼B(�淶�Ը�¼)��
3.4.2���Ա��Կ���20������̼�ؽṹ�ּӹ��Ƴɡ��Կ����״�ͳߴ����¼A(�淶�Ը�¼)��¼B(�淶�Ը�¼)��
3.4.3���Ա��Կ�ߴ羫��Ӧ���ϱ�����Ҫ���г��������ϸ�֤�顣
3.4.4���Ա��Կ����������Ҫ��Ӧ����JB/T10063��JB/T7913�Ĺ涨��
3.5����ϼ�
��ϼ�Ӧ�������õ������ܺ���ʪ�������ҶԹ����������������ѡ����͡����ͻ�ˮ�ʽ�������Ϊ��ϼ���
3.6�����ǰ����
3.6.1�����ǰӦ���ı�����˨���������,��Ҫ����:
a����˨�����ơ�����ʼ���˨�ṹ��ʽ�ȣ�
b������ʱ��˨�ļ�����ϡ�
3.6.2��Ӧ����˨���½��м�⣬������Ӧ��ĥ����ֲڶ�Ra��6.3m��������ƽ���������ߴ�ֱ��
3.6.3���������ǰ�뾭��ۼ��ϸ�
3.6.4����˨Ӧ���������Ա�ű�ʶ��
3.6.5��ȷ����˨�ļ������:��˨�ļ������Ӧ������˨��ȫ�����Ӧ��עӦ�����в�λ,�磺�Ӻ��渽��һ���������Ƹ�������˨���Ŀ��ڱڸ��¼�������������ּ��������ºϽ���˨���������Լ���ȫͨ����˨���Ŀĵײ��ȡ�
3.6.6��������ּ��������ºϽ���˨���ڽ��г������ǰӦ�����ٲ���������˨������Ա��Կ�����ƫ����ڻ����100m/sʱӦ����λ���������ٲⶨ����λ������������¼C(�����Ը�¼)��
3.7��̽���ǡ�̽ͷ��ϵͳУ����
3.7.1��У����Ӧ�ڶԱ��Կ��Ͻ��У��κ�Ӱ���������ԵĿ������������������˲����صȣ���Ӧ���ڡ��ء���λ�û���͵�ˮƽ�ϡ�
3.7.2��ÿ�μ�����ǰ��Ӧ��ɨ��ʱ���߱������и��ˣ��緢������һ����ɨ��ʱ�����ϵ�ƫ�Ƴ���ʱ���߿̶ȶ�����2%ʱ��ɨ�����Ӧ���µ�����ǰ��У���Ѿ������Լ�Ӧ���¼����
3.7.3��ÿ�μ�����ǰ��Ӧ�������Ƚ��и��ˡ�������½�2dB��20%����Ӧ����һ�θ����������еļ�������и��죻���������2dB��20%����Ӧ�����еļ�¼�źŽ�������������
4������
4.1����˨�������Ӧ���Ƽ��տ������տ��ɢ����������Ա����ͨ�ù��չ�̡���Ʒ�����йؼ����ļ��ͱ�����Ҫ����ƣ����������ι���ʦ��ˡ�������տ���������ʱҲӦ���б���������
4.2�����տ�Ӧ��������������
a�����տ���ţ�
b����˨���ơ���š����ʡ���ṹ��ʽ������״̬�ȣ�
c������豸�����ģ�������������̽�����ͺźͱ�š�̽ͷ���������Կ����ϼ��ȣ�
d�����ղ�������������ⷽ������ⲿλ������ʱ���߱����ͼ�������ȵ�����ɨ�鷽ʽ�ȣ�
e�����պͼ���Ҫ��ִ�б����������յȣ�
f�����ʾ��ͼ��
g��������Ա�����ʼ��𣩡�����ˣ����ʼ��𣩺����ˣ�
l���������ڡ�
5����ⷽ��
5.1����ⷽ����ѡ��
��˨���������Ҫ����С�Ƕ��ݲ������ݲ�ֱ̽ͷ���ͺᲨ�����ַ�������������������ⷨ������¼D������Ϊ������⡣��ⷽ��ѡ�����£�
a) ��˨���˾�Ϊƽ�棬��һ��Ϊƽ�棬��һ�˾��в�С��Լ5mm���ȵ�ƽ��ʱ�ɲ���С�Ƕ��ݲ�����ֱ̽ͷ�ݲ�����
b) ��˨����������С�Ƕ��ݲ�б̽ͷ���ݲ�ֱ̽ͷʱӦ���úᲨ����
c) ��������С�Ƕ��ݲ������ݲ�ֱ̽ͷ���ͺᲨ�����ʱ��������������⡣�������������������˨���ƺ����߶Ȳ��йأ�һ�������ڸ߶Ȳ�С�ڻ����1mm��������˨��
d������һ�ּ�ⷽ����������ȷ�ж�ʱ��Ӧ����������������֤��
5.2��С�Ƕ��ݲ���
5.2.1��С�Ƕ��ݲ�������÷�Χ
С�Ƕ��ݲ�������÷�Χ�涨���£�
a)�ͺϽ����˨: �����������Ŀ�����˨������Բࣻ�����Ŀ�������˨���ࣻ���ȷ��ϱ�1�涨�������Ŀ�������˨�ĶԲ�������Ŀ�������˨�ı����⡣
b)������ּ��������ºϽ���˨�����÷�Χ��5.2.1a)��ͬ�����Բ��ⳤ��Ӧ������250mm��
c)�����Ŀ�������˨���������Ŀ��ڱ�ȱ�ݼ�⡣
��1��С�Ƕ��ݲ�������÷�Χ
|
��˨���mm
(���������Ŀ�)
|
��̽�������
mm
|
���ƾ�̽�������
mm
|
��˨����
mm
|
|
M32
|
��1
|
��110
|
��150
|
|
M36
|
��1
|
��130
|
��180
|
|
M42
|
��1
|
��160
|
��210
|
|
M48
|
��1
|
��180
|
��230
|
|
M52
|
��1
|
��200
|
��250
|
|
M56
|
��1
|
��220
|
��280
|
|
M64
|
��1
|
��260
|
��320
|
|
M72
|
��1
|
��300
|
��380
|
|
M76
|
��1
|
��320
|
��400
|
5.2.2��̽ͷѡ��
̽ͷѡ��涨���£�
a���ͺϽ����˨�ļ�⣺С�Ƕ��ݲ�̽ͷ�����һ��ȡ��L6������L8.5�㣬Ƶ��Ϊ5MHZ��̽ͷ��Ƭ�ߴ������˨���ѡ����2��
b��������ּ��������ºϽ���˨�ļ�⣺̽ͷ�����һ��ȡ��L6������L12��Ƶ��Ϊ2.5MHZ��̽ͷ��Ƭ�ߴ������˨���ѡ����2��
��2��С�Ƕ��ݲ�б̽ͷ��Ƭ�ߴ��ѡ��
|
�ͺϽ����˨
|
��˨���mm
|
��M56
|
M56��M100
|
��M100
|
|
��Ƭ�ߴ�mm��mm
|
7��12
|
9��12
|
13��13
|
|
������ּ��������ºϽ���˨
|
��˨���mm
|
��M56
|
M56��M100
|
��M100
|
|
��Ƭ�ߴ�mm��mm
|
9��12
|
13��13
|
18��18
|
5.2.3��ɨ���ٶȵĵ���
ɨ���ٶȿ��ø�¼A ���淶�Ը�¼�� LS-1�Կ� ����ȶ�λ��������ɨ��ʱ���߱���Ӧ������˨�����ƣ�����ȷ��������ⷶΧӦ���ٴﵽʱ�������̶ȵ�80%��
5.2.4��С�Ƕ��ݲ����������
С�Ƕ��ݲ���������ȹ涨���£�
a)С�Ƕ��ݲ���������Ȳ��� LS-1�Կ��������LS-1�Կ����뱻����˨��Զ�����ƾ�������� 1�����߷��䲨��������80%������Ϊ�������ȣ��ٸ��ݱ�����˨�Ĺ�����ʽ���һ�������棨dB����Ϊ��������ȣ�С�Ƕ��ݲ����������ѡ�����3��
b)����ⷶΧ����200mmʱ��ÿ����10mm��Ӧ��ԭ�еļ�������Ȼ�����������1 dB�����������Ŀ�������˨�������Ŀ��ڱڼ������Ŀ�����˨������Բ�����������,�����ձ�3��
��3��С�Ƕ��ݲ����������ѡ��
|
�ͺϽ����˨
|
��˨��ʽ
|
���첿λ
|
���������
|
���˽���
|
|
�����Ŀ�����
|
����
|
1mm-6dB
|
1mm-4dB
|
|
�Բ�
|
1mm -14dB
|
1mm-10dB
|
|
�����Ŀ�����
|
����
|
1mm -6dB
|
1mm-0dB
|
|
������ּ��������ºϽ���˨
|
�����Ŀ�����
|
����
|
1mm -12dB
|
1mm-8dB
|
|
�Բ�
|
1mm-18dB
|
1mm-14dB
|
|
�����Ŀ�����
|
����
|
1mm-12dB
|
1mm-6dB
|
c)�����Ŀ�����˨�ļ��������ѡ��ο���3��
5.2.5��̽ͷλ�ü�ɨ�鷽ʽ
������˨�Ľṹ��ʽѡ��̽ͷλ�ü�ɨ�鷽ʽ���涨���£�
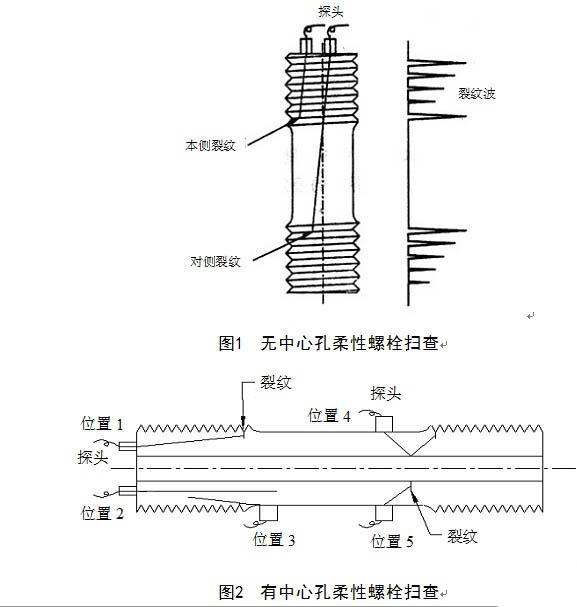
a)���ϱ�1�����������Ŀ�������˨����һ�����һ��ɨ�鱾����Բ࣬��ͼ1λ�� ��
b)�����Ŀ�������˨�ļ�⣬���ô���ͷ����ɨ�顣������������С�Ƕ��ݲ�б̽ͷ��ֱ̽ͷʱ��Ӧ�úᲨб̽ͷ������ɨ�飬��ͼ2��
λ��1ΪС�Ƕ��ݲ�б̽ͷ�����˨�������ƣ�
λ��2Ϊ�ݲ�ֱ̽ͷ�����˨�������ƣ�
λ��3Ϊ���������˨���ƣ�
λ��4Ϊ�Შ�����˨���ƣ�
λ��5Ϊ�Შ�����˨���Ŀ��ڱ����ơ�
5.2.6��ָʾ���ȵIJⶨ
���ð벨�߶ȣ�6dB�����ⶨȱ��ָʾ���ȣ��ƶ�̽ͷ���ҵ�ȱ����ǿ���䲨�������ߵ���80%���ߣ��������ң��ƶ�̽ͷ�������߽���40%����ʱ����̽ͷ����������Ӧ����˨�����ñ�ǣ�Ȼ�����ң��������ƶ�̽ͷ��ͬ��ʹ���߽���40%���߲����ñ�ǣ�����Ǽ�ľ��뼴Ϊȱ�ݵ�ָʾ������
5.3��ֱ̽ͷ�ݲ���
5.3.1��������÷�Χ
ֱ̽ͷ�ݲ�����������ڶ���Ϊƽ�����˨�ļ�⣬��涨���£�
a)�ͺϽ����˨:�����Ŀ�������˨���ࣻ���ȷ��ϱ�1�涨�������Ŀ�������˨�ĶԲ�������Ŀ�������˨�ı����⡣
b)������ּ��������ºϽ���˨�����÷�Χ��5.3.1a����ͬ�����Բ��ⳤ��Ӧ������250mm��
c)����������˨�ȴ��ڵ���400mm����˨���Լ�Ȿ�����Ƹ�������Ϊ����
5.3.2��̽ͷƵ�ʺ;�Ƭ�ߴ��ѡ��
���ݱ�����˨�Ĺ�����ѡ��̽ͷ��Ƶ�ʺ;�Ƭ�ߴ磬ѡ��ԭ�����£�
a)�ͺϽ����˨��̽ͷ��Ƶ��һ��ѡ��5 MHz�����ϴ����˨��ѡ��2.5 MHz��̽ͷ�ľ�Ƭ�ߴ�һ��ѡ��12��14�����ϴ����˨��ѡ��20��
b)������ּ��������ºϽ���˨��̽ͷ��Ƶ��һ��ѡ��2.5MHz��̽ͷ�ľ�Ƭ�ߴ�ѡ����5.3.2a����ͬ��
5.3.3��ɨ���ٶȵĵ���
Ӧ������˨�ij��ȵ���ɨ���ٶȣ�ͨ������ⷶΧӦ���ٴﵽʱ�������̶ȵ�80%��
5.3.4�����������
ֱ̽ͷ�ݲ�����������Ȳ��� LS-1�Կ�����������ǣ���LS-1�Կ����뱻����˨��Զ�����ƾ��������1�����߷��䲨��������80%������Ϊ�������ȣ��ٸ��ݱ�����˨�Ĺ�����ʽ���һ�������棨dB����Ϊ��������ȡ��ͺϽ����˨���������ѡ����ڱ�3�����ȵĻ���������6dB�����������Ŀ�����������ּ��������ºϽ���˨�����⣬��Ӧ����12dB��
ֱ̽ͷ�ݲ������������Ҳ�ɲ��������������е�������Ӧ������1mmģ�����Ƶļ�������ȡ�
5.3.5��̽ͷλ�ü�ɨ�鷽ʽ
��̽ͷ������˨�����Ͻ���ɨ��,̽ͷ�ƶ��ٶ�Ӧ����,�ƶ�������̽ͷ�뾶,�ƶ�ʱ̽ͷ�ʵ�ת����̽ͷ��Ƭ��Ӧ������������Ŀס�
5.3.6��ȱ��ָʾ���ȵIJⶨ
ȱ��ָʾ���ȵIJⶨ����ͬ5.2.6��
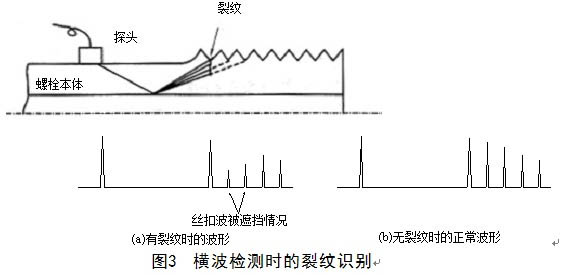
5.4��б̽ͷ�Შ��
5.4.1��������÷�Χ
б̽ͷ�Შ����Ҫ�����ڣ�
a) ����������С�Ƕ��ݲ�б̽ͷ���ݲ�ֱ̽ͷ����˨��
b) ��˨��˴����桢���Ƹ������Լ����Ŀ��ڱڵļ�⡣
5.4.2��̽ͷѡ��
�Შ̽ͷ Kֵһ��ȡ1.7��Ƶ��ѡ���ͺϽ����˨Ϊ5MHZ��������ּ��������ºϽ���˨Ϊ2 MHz��2.5 MHz����Ƭ�ߴ�ѡ�����4��
��4���Შ̽ͷ��Ƭ�ߴ��ѡ��
|
�ͺϽ����˨���mm
|
M32��M100
|
�� M100
|
|
��Ƭ�ߴ�mm��mm
|
8��12
|
13��13
|
|
������ּ��������ºϽ���˨���mm
|
M32��M100
|
��M100
|
|
��Ƭ�ߴ�mm��mm
|
13��13
|
18��18
|
5.4.3��̽ͷ�����ѡ��
�Შ̽ͷ�ƶ�ʱҪ���������������ϣ�Ӧѡ������˨������ƥ���̽ͷ���Შ̽ͷ����
��ѡ�����5��
��5������̽ͷ�����ѡ��
|
��˨���mm
|
��M80
|
��M80��M100
|
��M100��M120
|
��M120��M140
|
��M140��M160
|
��M160
|
|
̽ͷ����ֱ��mm
|
80
|
100
|
120
|
140
|
160
|
ƽ��
|
5.4.4��ɨ���ٶȵĵ���
ɨ���ٶȿ���LS-1�Կ鰴ˮƽ��λ������ȷ�������ɨ��ʱ���߱���Ӧ������˨�����ƣ����ȵ���Ϊ���̶ȵ�80%��
5.4.5�����������
��������ȵĵ����������£�
a) ������Ƹ�������һ��������˨�����Ʒ��䲨��������������ȡ�����������ǰ���ƶ�̽ͷ���ҵ���ⲿλ�����Ʒ��䲨��һ��Ӧ����4��6�����Ʋ������������Ӳ���Ȼ�����Ʒ��䲨����60%�������ɡ������ʱ�Ӳ��߶ȴﵽ20%������������ʶ�����Ʋ���̬��Χʱ��Ӧ����������⡣
b)�����˨��˴���������Ŀ��ڱ����Ʋ���LS-1�Կ�����������ǣ���̽ͷ�����Կ��ϣ��ҵ��뱻����˨��ⷶΧ�����1����䲨������60%����������6dB���ɡ�
5.4.6��̽ͷλ�ü�ɨ�鷽ʽ
��̽ͷ������˨�Ĺ�˲�λ������Բ��������ǰ���ƶ�������˨ɨ��һ�ܡ�
5.4.7��ȱ��ָʾ���ȵIJⶨ
������˨�����Ʒ��䲨���������������ʱ��̽ͷ�����ƶ��������ڵ������Ʒ��䲨���������������Ʋ���ͬ�߶ȣ���ʱ̽ͷ���ƶ��ľ��뼴Ϊȱ�ݵ�ָʾ���ȡ�����1���������ʱ������ð벨�߶ȷ��ⶨ,����ͬ5.2.6��
5.4.8���Შ���ʱ���Ƹ��������Ʋ���ʶ��
����˨ij�����Ƹ�������������ʱ������ڽ��ĵ�1�����Ʒ��䲨���ܱ������ڵ��������ƽϴ�ʱ����2��3�����Ʋ�Ҳ�����ڵ����緢��ȱ�ݵķ��䲨�������ĵ�1���Ʒ��䲨��֮����ڻ����6dB����ָʾ���ȴ��ڻ����10mmʱ�������ж�Ϊ���ƣ���ͼ3��
5.4.9��������ּ��������ºϽ���˨�Შ���
����������ּ��������ºϽ���˨���Შ������������Ʒ��䲨ʱ��Ӧ������������⡣
5.5��������ⷨ
5.5.1��̽ͷ��ѡ��
���ò���ʽ����̽ͷ��Ƶ��Ϊ2.0 MHz��2.5MHz,�����ڻ����M 140����˨ѡ��2MHz�� ������˨�Ĺ��ѡ��̽ͷ��Ƭ�ߴ�������ֱ��������6��������M160����˨��������˨���������̽ͷ��
��6������̽ͷ��Ƭ�ߴ�������ֱ����ѡ��
|
��˨���mm
|
M32��M76
|
��M80��M100
|
��M100��M120
|
��M120��M140
|
��M140��M160
|
|
��Ƭ�ߴ�mm��mm
|
14��22��2
|
14��22��2
|
16��26��2
|
16��26��2
|
16��26��2
|
|
̽ͷ����ֱ��mm
|
80
|
100
|
120
|
140
|
160
|
5.5.2��ɨ���ٶȵĵ���
�������ɨ���ٶȰ�ˮƽ��λ��������ɨ��ʱ���߱������ݱ�����˨���Ƶij��Ƚ���Χ������50mm��100mm��
5.5.3�����������
���ø�¼B���淶�Ը�¼��LS-���Կ������������ȡ���̽ͷ�����Կ��ϣ��ҳ���̽ͷǰ��5mm�����Ϊ1mmģ�����Ʒ��䲨��������80%���ߣ�����6dB��Ϊ�������ȡ�����7��
��7���������������
|
���������
|
������Ƶ���
|
���˽���
|
|
���1mmģ�����ơ�80%��������6dB
|
���ڻ������1mmģ������
|
1mm
|
5.5.4��̽ͷλ�ü�ɨ�鷽ʽ
��̽ͷ������˨��˲�λ��̽ͷǰ�ؾ��һ�����Ʋ�5mm���ң�����˨�������ɨ�顣��ͼ4��
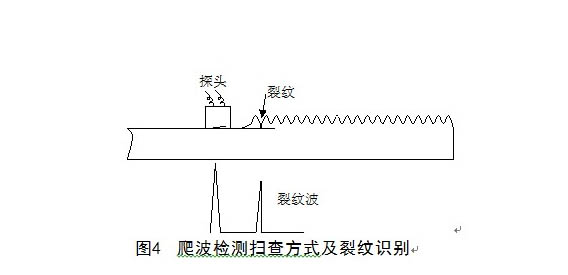
5.5.5��ȱ��ָʾ���ȵIJⶨ
ȱ��ָʾ���ȵIJⶨ���ð벨�߶ȣ�6dB����������ͬ5.2.6��
5.5.6��ȱ��λ�õ�ȷ��
����̽ͷ��̽�����ϵ�λ�ú���߷��䲨��ʾ�����ϵ�ˮƽλ����ȷ��ȱ�ݵ����������λ�á�
6������
6.1�����ж�Ϊ���Ƶ���˨Ӧ�з�
6.2��С�Ƕ��ݲ����
6.2.1��������˨
ȱ���źŲ������ڻ����1mm���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�
6.2.2��������˨
a) �����Ŀ�������˨: ȱ���ź�λ�ڱ��࣬�䷴�䲨�����ڻ����1mm-4dB���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�ȱ���ź�λ�ڶԲ࣬�䷴�䲨�����ڻ����1mm-10dB���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�
b) �����Ŀ�������˨:ȱ���źŲ������ڻ����1mm���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�
6.2.3��������ּ��������ºϽ���˨
a) �����Ŀ�������˨: ȱ���ź�λ�ڱ��࣬�䷴�䲨�����ڻ����1mm-8dB���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�ȱ���ź�λ�ڶԲ࣬�䷴�䲨�����ڻ����1mm-14dB���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�
b) �����Ŀ�������˨:ȱ���ź�λ�ڱ��࣬�������ڻ����1mm-6dB���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�
6.3���ݲ�ֱ̽ͷ���
6.3.1���ͺϽ����˨
a) �����Ŀ�������˨: ȱ���ź�λ�ڱ��࣬�䷴�䲨�����ڻ����1mm-6dB���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�ȱ���ź�λ�ڶԲ࣬�䷴�䲨�����ڻ����1mm-16dB���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�
b) �����Ŀ�������˨:ȱ���ź�λ�ڱ��࣬�������ڻ����1mm-12dB���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�
6.3.2��������ּ��������ºϽ���˨
a) �����Ŀ�������˨: ȱ���ź�λ�ڱ��࣬�䷴�䲨�����ڻ����1mm-12dB���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�ȱ���ź�λ�ڶԲ࣬�䷴�䲨�����ڻ����1mm-18dB���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�
b) �����Ŀ�������˨:ȱ���ź�λ�ڱ��࣬�������ڻ����1mm-18dB���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�
6.4��б̽ͷ�Შ���
6.4.1�����ƴ�ȱ�ݣ���5.4.8���ж���
6.4.2����˨��˴���������Ŀ��ڱ�ȱ�ݣ���ȱ���źŲ������ڻ����1mm-0dB���䵱������ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�
6.4.3�����Ƶ����ж�
���Ƶ����ж��������£�
a)�ͺϽ����˨
ȱ�ݷ��䲨�����ڻ�������Ʋ���6dB����ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ������ȴ��ڻ����1mm��
b)������ּ��������ºϽ���˨
ȱ�ݷ��䲨�����ڻ�������Ʋ���6dB����ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ������ȴ��ڻ����2mm��
6.5���������
ȱ�ݷ��䲨�������ڻ�������1mmģ�����Ʒ��䵱������ָʾ���ȴ��ڻ����10mmӦ�ж�Ϊ���ơ�
6.6��α�ź�ʶ��
Ӧע������������˨�ṹ����״���IJ�ͬ�����õļ�ⷽ����ͬ��������α�źţ�α�ź���Ҫ�й����źš����β��Լ���˨�������ɵ��Ӳ��ȡ�
���ڲ������ж�Ϊ���Ƶ��ź�Ӧ���ü�¼������¼����˨�ı�ű�ʶ�Ͱ�װλ�ã��������ٸ��顣
7����¼
ÿ�μ��Ӧ����ԭʼ��¼����ֻ��¼���������¼��������Ӧ����������Ϣ��
a) ί�е�λ�����ʱ��͵ص㣻
b) �����š������ȣ�
c) ��˨����Ϣ�����������ơ���š���ṹ��ʽ�ȣ�
d) ���õļ��ղ�����������̽���ǡ�̽ͷ���Կ顢��ϼ��������ȵȣ�
e) ȱ�ݵ���ϸ������������ȱ�ݵĵ�����С��ָʾ���ȡ�λ�ü����ʵȣ�
f) ������Ҫ��˵���������ܽṹ������ԭ�����ƶ������IJ�λ��Ӧ����˵����
g) �����Ա��ǩ�֡�
8������
��ⱨ������Ӧ�����������ݣ�
a�� ί�е�λ�������ŵȣ�
b�� �������ơ���������š���ṹ��ʽ������״̬�ȣ�
c�� ���õļ��ղ�����������̽���ǡ�̽ͷ���Կ顢��ϼ��������ȵȣ�
d�� ȱ�ݵ���ϸ������������ȱ�ݵĵ�����С��ָʾ���ȡ�λ�ü����ʵȣ�
e�� ��ⷽ�����������ȣ�
f�� �������ȱ�ݵ������ȣ�
g�� �����Ա��������Աǩ�֣�
h�� �������ڡ�
����¼��A
���淶�Ը�¼��
���½�����˨����С�Ƕ��ݲ����Ա��Կ�
A.1�����ڸ��½�����˨����С�Ƕ��ݲ����ĶԱ��Կ飬��� LS-���Կ� ������״�ͳߴ���ͼA��1��ʾ��
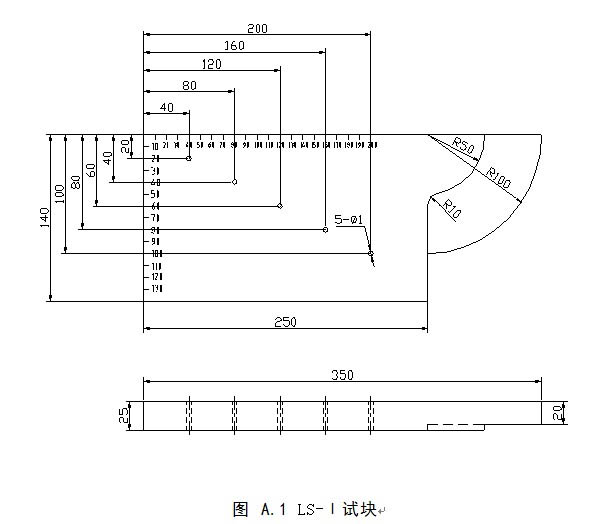
ͼ A.1 LS-���Կ�
A.2������Ҫ��
1) �Կ����Ϊ20������̼�ؽṹ�֣��ڲ�������Ӧ��ȱ�ݣ�
2) �Կ����δ�ֱ�ȡ�ƽ�жȲ�����0.05mm��̽����ֲڶ�Ra��1.6m��������ֲڶ�Ra��3.2m��
3) �Կ�ߴ缰ȱ��λ�óߴ繫���0.05mm��
4) �Կ龭�������ż춨�ϸ�
5����������Ҫ��Ӧ����JB/T7913��JB/T10063�Ĺ涨��
����¼��B
���淶�Ը�¼��
���½�����˨�����������Ա��Կ�
B.1�����ڸ��½�����˨�����������ĶԱ��Կ飬���LS-���Կ飬����״�ͳߴ���ͼB.1��ʾ��\
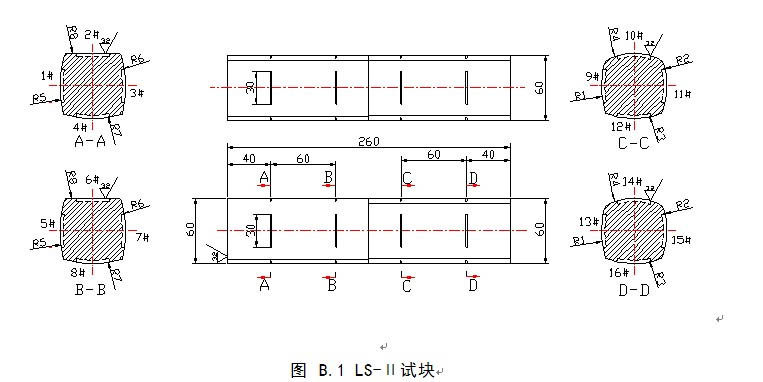
ͼ B.1 LS-���Կ�
�Կ��R������Ӧ�����ʼ���B.2��
�� B.1�Կ��R������Ӧ������
|
R����
|
R1
|
R2
|
R3
|
R4
|
R5
|
R6
|
R7
|
R8
|
|
���ʣ�ֱ��mm��
|
40
|
50
|
60
|
70
|
80
|
90
|
100
|
ƽ��
|
B.2������Ҫ��
1���Կ����Ϊ20������̼�ؽṹ�֣��ڲ�������Ӧ��ȱ�� ��
2���Կ�ģ������Ϊ���ε���ۣ�����Ϊ30mm������Ϊ0.25��0.05mm��ÿ���������Ϊ2���ۣ���ȷֱ�Ϊ2��0.02mm��1��0.02mm��1#��4#��5#��8#����Ϊ2��0.05mm��3#��6#��7#����Ϊ1��0.05mm��
3���Կ����δ�ֱ�Ⱥ�ƽ�жȲ�����0.05mm��̽����ֲڶ�Ra��1.6����������ֲڶ�Ra��3.2�����Կ����γߴ缰ȱ��λ�óߴ繫���0.05mm��
4���Կ龭�������ż춨�ϸ�
5����������Ҫ��Ӧ����JB/T7913��JB/T10063�Ĺ涨��
����¼��C
�������Ը�¼��
��˨���ٲⶨ����λ����
C.1����˨���ٵIJⶨ
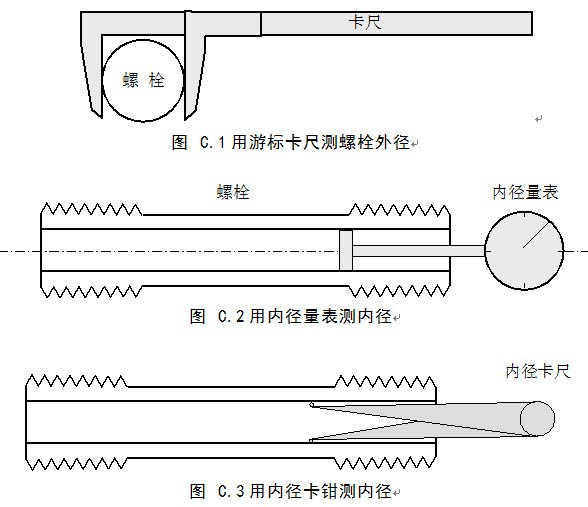
C.1.1��������˨�⾶�ߴ�
��˨�⾶�ߴ�IJ��������α꿨��ֱ�ӽ��в�������ͼC.1��
C.1.2��������˨�ھ��ߴ�
��˨�ھ��ߴ�IJ��������ھ��������в�������ͼC.2�������ھ���ǯ������α꿨�߲������ھ��ߴ磬��ͼC.3��
C.1.3��������˨�ıں������Ŀ���˨��
��������������ߴ���ƫ�����Ϊ��˨�⾶���ڿ�ͬ�ģ���ֱ�ӽ���õ��⾶��ȥ�ڿ׳ߴ��ٳ�2��Ϊ��˨�ıں�ֵ������ƫ�����Ϊ��˨�⾶���ڿײ�ͬ�ģ����ڲ��������ñ�ǣ���¼ƫ���������⾶��ȥ�ڿ׳ߴ�Ȼ�����2���ó����۱ں�ֵ���ټ��ϻ��ȥƫ���������ó�ʵ�ʱں�ֵ��
C.1.5������5MHz10ֱ̽ͷ�������������ֱ�һ�����εײ����ڵ�80%���ߣ������ز�������բ���ڣ���������ֵ��
C.2�������
��˨���Ƶ�ʵ��λ�ã�hAֵ������ʽ���㣺
����
ʽ�У�
XA����˨���Ʋ���ָʾֵ��
CC���������ڶԱ��Կ��е��ݲ����٣�ȡ5900m/s����
CA������������˨�е��ݲ����١�
����¼��D
�������Ը�¼��
������˨����������⼼��
D.1����Χ
����¼�涨�˲��ó���������⼼�������˨ȱ�ݵĹ��շ���������������
����¼�������������Ϊ350mm��
D.2�����ñ�
ASTM E2491��������������������ϵͳ����������ָ�ϡ�
ASME 2557 ���������������ɨ��ʹ���ֲᡷ
D.3�������Ա
������˨��������������ԱӦ����50Сʱ���ϼ�����ѵ��
D.4������װ��
D.4.1��������������豸
D.4.1.1���ɲ����ֹ���ⷽʽ����������Aɨ����ʾ������Bɨ����ʾ���ܣ��������岨�Ρ�����ɨ��ͬ����ʾ�ij�����������ǣ���������ɨ��ͼ��Ӧ�߱��ɱ궨ͼ��������������䷽λ���ô���ӦAɨ�貨�εĹ��ܡ�
D.4.1.2������ǵ�����ָ��Ͳ��Է���Ӧ����ASTM E2491�涨����Ӧ���
D.4.1.3������豸Ӧ�ܽ�����Aɨ�������Bɨ��ͼ��������ڴ�������С�
D.4.2�� �����������̽ͷ
D.4.2.1���ɲ�������̽ͷ����Ƶ�ʲ�����5MHz��̽ͷ��Ч�����С��140mm2����Ԫ���Ȳ�С��12mm��
D.4.2.2��Ӧ������˨�IJ��ʡ���ṹ��λ������ѡȡ���˵������̽ͷ��̽ͷ��Ԫ��һ�㲻Ӧ��������档
D.4.2.3���ݲ����ʱ�������̽ͷ���˼�װШ�顣��ʹ��̽ͷ����Ĥ����ӦӰ����Ч����
D.4.2.4���Შ���ʱ��̽ͷШ����״Ӧ����˨����������ƥ�䡣
D.4.3��������̽ͷ�������
D.4.3.1��������̽ͷ���������������������̽����������̴�����Ч���������������С��10dB��
D.4.3.2��������̽ͷ��Ϸֱ���Ӧ��С��10dB��
D.5���Կ�
D.5.1��У�Կ�
���ñ���3.4����Ա��Կ顣
D.5.2���Ա��Կ�
�Ա��Կ�����뱻����˨����ϡ��ṹ��ʽ�ͱ��������ͬ��������һ����˨�������䳤��Ӧ������������̡����൱����������̻���Զ�������Ƹ������ӹ�һ����1mm����0.25mm����10mm��ֱ�в���Ϊģ�����ơ�
D.6�����
D.6.1���ݲ��������
D.6.1.1��
����Ϊƽ�����˨Ӧ��̽ͷ������˨��������ݲ���⣬ɨ�鱾�ࡣ
D.6.1.2��
Ӧʹ����ɨ��IJ������Ա������Ʒ���ɨ�跶ΧӦ��֤���Ƴ���������
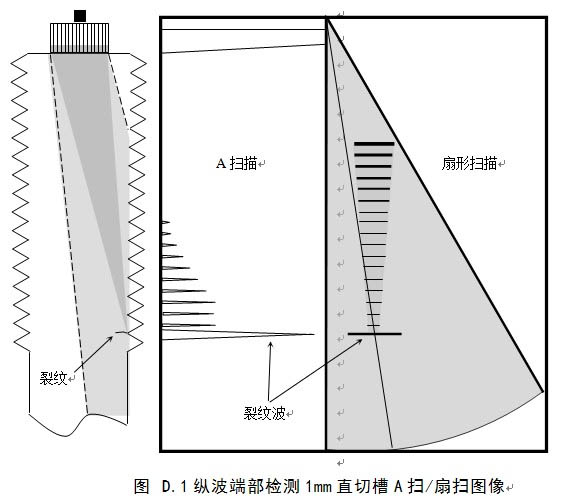
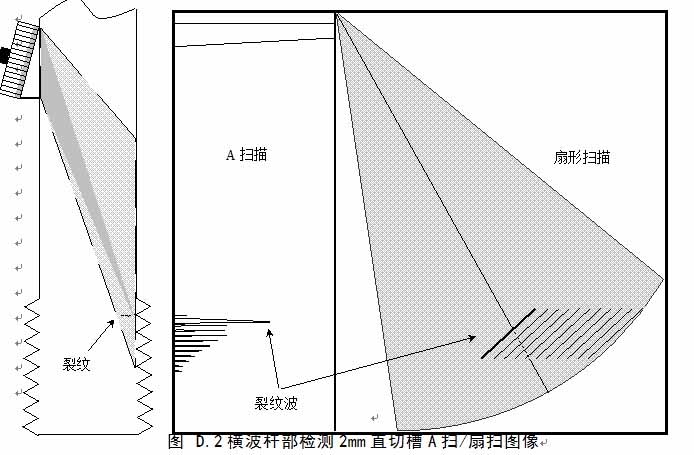
D.6.1.3�� ��ȱ������䲨��λ�á�������Ϊ�䶨�����ⳤ���������������ݡ�������ز�Ϊ����ɨ����ʾ�з�����ͼ����Aɨ����ʾ��Ϊ��Ӧ��ͬ���̲��Ρ�����䲨Ϊ�÷�����ز���Χ����ʾ��ֵ��ߵķ��䲨����ͼD.1��ͼD.2��
D.6.1.4��ɨ���ٶȵĵ���
���� LS-1�Կ鰴��ȶ�λ������ɨ���ٶȣ�ɨ��ʱ���߱���Ӧ�����ܼ����Ʒ�Χȷ��������ⷶΧӦ���ٴﵽʱ�������̶ȵ�80%��
D.6.1.5�����������
�ݲ���������ȵĵ�����������D.1��
�� D.1�ݲ���������ȵĵ�������
|
�Կ�
|
��������ȵ���
|
���Ƽ������
|
|
LS-1�Կ�
|
���Կ��ϼ��������̴�1�����߷��䲨��������Aɨ����ʾ�������ߵ�80%��Ϊ�������ȣ�������6dB��Ϊ��������ȡ�������ⷶΧ����200mmʱ��ÿ����10mm��Ӧ��ԭ�еļ�������Ȼ�����������1dB����
|
��1mmģ������
|
|
��˨�Ա��Կ�
|
���Կ��ϼ��������̴���1mmֱ�в�����䲨��������Aɨ����ʾ�������ߵ�80%��Ϊ�������ȣ�������6dB��Ϊ��������ȡ�
|
��1mmģ������
|
D.6.1.6��ָʾ���ȵIJⶨ
ȱ�ݵ�ָʾ���Ȳⶨ���ð벨�߶ȣ�6dB������
D.6.2���Შ���
D.6.2.1���Შ���������������ɨ��Ƕȷ�ΧӦΪ 35��70�㡣�Შ���ʱ��̽ͷƵ��Ӧ������2.5MHz��
D.6.2.2��ɨ���ٶȵĵ���
ɨ���ٶȵĵ������� LS-1�Կ鰴ˮƽ��λ������ȷ�������ɨ��ʱ���߱���Ӧ������˨�����ƣ����ȵ���Ϊ���̶ȵ�80%��
D.6.2.3��̽ͷλ�ü�ɨ�鷽ʽ
��̽ͷ������˨�Ĺ�˲�λ������Բ����ǰ���ƶ�������˨ɨ��һ�ܡ�
D.6.2.4�����������
�Შ��������ȵĵ�����������D.2��
�� D.2�Შ��������ȵĵ�������
|
�Կ�
|
���������
|
���Ƽ������
|
|
��˨�Ա��Կ�
|
���Կ��ϼ��������̴���1mmֱ�в�����䲨��������Aɨ����ʾ�������ߵ�60%��Ϊ�������ȣ�������6dB��Ϊ��������ȡ�
|
��1mmģ������
|
|
��˨����
|
ǰ���ƶ�̽ͷ���ҵ���ⲿλ�����Ʒ��䲨��һ��Ӧ����10���������Ʋ������������Ӳ���Ȼ��һ˿����������䲨����Aɨ��ʾ�������ߵ�60%���3dB��Ϊ�������ȣ�������6dB��Ϊ��������ȡ�
|
��2mmģ������
|
D.6.2.5��ָʾ���ȵIJⶨ
ȱ�ݵ�ָʾ���Ȳⶨ���ð벨�߶ȣ�6dB������
D.7������
D.7.1�����ж�Ϊ���Ƶ���˨Ӧ�зϡ�
D.7.2���ݲ����
��ȱ������䲨�����ڻ���ڻ������ȣ���ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�
D.7.3���Შ���
��ȱ������䲨�����ڻ���ڻ������ȣ���ָʾ���ȴ��ڻ����10mm��Ӧ�ж�Ϊ���ơ�
D.7.4����¼�ź�
���ڲ������ж�Ϊ���ƵĽ�С�ź�Ӧ���ü�¼������װλ�ý��м�¼���٣����ڸ��顣
D.8����¼������
D.8.1��a)-g)ͬ���ġ�
D.8.2����¼ȱ�������Aɨ����ɨ��ͼ��
����¼��E
�������Ը�¼��
���ڳ��ٽ硢�����ٽ��������˨����
E.1�����ڳ��ٽ硢�����ٽ��������Ҫ����˨���ּ���E.1��
�� E.1�������ٽ硢�����ٽ���������Ҫ����˨����
|
����¶� C
|
�����ƺ�
|
��
|
�����ƺ�
|
����
|
|
570
|
20Cr1Mo1VTiB
|
GB/T20410-2006
|
����182
|
CrMoV�ͺϽ��
|
|
570
|
20Cr1Mo1VNbTiB
|
GB/T20410-2006
|
����44
|
CrMoV�ͺϽ��
|
|
570
|
2Cr12WMoVNbB
|
GB/T1221-1992
|
DIN X19CrMoVNbN11.1
|
11%CrMoWVNbN
|
|
580
|
1Cr10Co3MoWVNbNB
|
A1SI616
|
MTB10A
|
����12%Cr��
|
|
570
|
1Cr11MoNiW1VNbN
|
A1SI616
|
10705MBU
|
����12%Cr��
|
|
570
|
2Cr12NiMo1W1V
|
A1SI616
|
10705BU
|
����12%Cr��
|
|
600
|
2Cr10MoVNbN
|
K9A62A
|
K9A62A
|
����12%Cr��
|
|
650
|
GH80A
|
GB/T14992-2005
|
Nimonic80A
|
�������ºϽ�
|
|
650
|
InconelAlloy 783
|
/
|
R30783
|
�������ºϽ�
|
|
650
|
GH4169
|
K62N68A
|
Inconel718
|
�������ºϽ�
|
|
677
|
GH4145
|
Q/YB04133-90Y
|
InconelX-750
|
�������ºϽ�
|
|
677
|
R��26
|
B/HJ418-2004
|
Refractoloy-26
|
�����ܻ����ºϽ�
|
|
