目 次
前 言.... II
1 范围.... 1
2 引用标准.... 1
3 检测人员.... 1
4检测设备.... 1
5 准备工作.... 1
6 检测工艺.... 2
7 检测.... 3
8缺陷的定量和评定.... 3
9记录.... 3
10检测报告.... 3
附 录 A (规范性附录) 轴瓦超声波检测校准试块.... 5
附 录 B (规范性附录) 轴瓦超声波检测参考试块.... 6
附 录 C (规范性附录) 反射回波.... 7
附 录 D (资料性附录) 轴瓦超声波检测记录.... 9
附 录 E (资料性附录) 轴瓦超声波检测报告.... 10
前 言
本标准是根据《国家发展改革委办公厅关于印发2007年行业标准修订、制定计划的通知》(发改办工业〔2007〕1415号)制定。
汽轮发电机合金轴瓦是火力发电厂安全运行的重要部件,为了更好地监督轴瓦的安全运行特制定本标准。本标准吸收了有关单位经验,在广泛征求有关专家意见的基础上制定了本标准。
本标准的附录A、附录B、附录C为规范性附录,附录D、附录E为资料性附录。
本标准由中国电力企业联合会提出。
本标准由电力行业电站金属材料标准化技术委员会归口。
本标准由电力行业电站金属材料标准化技术委员会负责解释。
本标准主要起草单位:西安热工研究院有限公司、湖南省电力公司试验研究院、华能玉环电厂、安徽省电力科学研究院、徐州电力试验中心、济宁瑞祥模具有限责任公司、浙江省诸暨申发轴瓦有限公司
本标准主要起草人:蔡 晖 龙 毅 刘鸿国 陈 立 王亦民 王维东 王 亮 魏忠瑞 许国林
汽轮发电机合金轴瓦超声波检测
1 范围
本标准规定了在役汽轮发电机合金轴瓦超声波检测方法和结果的评定。
本标准适用于发电行业设备安装和检修时合金轴瓦的检测。
本标准适用于锡基和铅基合金厚度不小于1mm的轴瓦。
本标准不适用于距轴瓦边缘、油孔和油槽边缘探头半径范围内区域的检测,如在轴瓦结合面上带有燕尾槽,则不适用于在沿燕尾槽边缘区域的检测。
2 引用标准
下列标准所包含的条文,通过本标准的引用而成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都将被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
DL/T 675 电力工业无损检测人员资格考核规则
JB/T 9214 A型脉冲反射式超声探伤系统工作性能测试方法
JB/T10061 A型脉冲反射式超声探伤仪通用技术条件
JB/T 10062 超声探伤用探头性能测试方法
3 检测人员
3.1按本标准从事无损检测的人员,应按DL/T675的规定取得Ⅱ级及以上超声波检测资格证书,检测报告应由Ⅱ级及以上的超声波检测资格人员签发。
3.2检测人员应熟悉本标准的各项规定和被检设备结构及相关技术规范,并能按规定的检测工艺熟练操作。
4检测设备
4.1超声波探伤仪
4.1.1应采用A型脉冲反射式数字超声波探伤仪。超声波探伤仪的工作频率范围至少为1 MHZ~10MHZ,应具有80dB以上的连续可调衰减器。水平线性误差不大于1%,垂直线性误差不大于5%,实时采样频率不小于100 MHz,其余性能指标应符合JB/T 10061的规定。
4.1.2超声波探伤仪应有足够的存储能力和通信接口,可通过界面程序与计算机进行数据和波形交换。
4.1.3超声波探伤仪应具有合格的证明文件。
4.2超声波探头
4.2.1超声波探头性能应按JB/T 10062进行测定。
4.2.2超声波探头声束轴线水平偏离角应不大于2°,探头主波束在垂直方向不应有明显的双峰或多峰。
4.2.3超声波探头的中心频率允许偏差为±0.5MHz。
4.3探伤仪和探头组合的系统性能
探伤仪和探头的组合系统性能应按JB/T 9214和JB/T 10062的规定进行测试。
a)组合频率与公称频率误差应在±10%之间。
b)组合灵敏度余量:在所检测工件最大声程处有效检测灵敏度余量应大于10dB。
c)组合分辨力:直探头远场分辨力应不小于30dB。
4.4试块
4.4.1校准试块 用于校核探头的聚交深度、仪器时基线调整等。见附录A。
4.4.2参考试块 用于确定检测灵敏度。试块合金层的厚度与被检轴瓦合金层的厚度应基本相同。见附录B。
5 准备工作
5.1检测准备
5.1.1检测前应了解设备的名称、轴瓦结构型式、规格、材质等;应查阅制造厂出厂和安装时有关质量资料;查看被检轴瓦产品标识。
5.1.2 检测面条件
5.1.2.1检测面光洁度(Ra)宜不大于5μm。
5.1.2.2检测面应清洁无污垢。
5.1.3耦合剂应具有良好的透声性能和润湿能力,且对工件无害,易清除。可选择甘油、机油或水质浆糊等。
5.2探头选用
应根据被检轴瓦合金层的厚度和曲率,选择探头的频率、晶片尺寸及对应的聚交深度。可在检测面内径变化20mm范围内选用一种规格弧度的探头,应采用曲率半径小的探头探测曲面半径大一档的试件(一档为20mm)。推荐使用的探头见表1。
表1 推荐使用的探头
|
合金厚度mm
|
型式
|
频率MHz
|
晶片尺寸mm
|
|
1~5
|
单晶
|
5~10
|
φ4~φ8
|
|
>5
|
双晶
|
5
|
4×4(双晶)~10×10(双晶)
|
5.3扫描时基线比例的调整
5.3.1合金层厚度1mm~5mm:将衬背底面第一次反射波调整为基线满刻度的20~30%。
5.3.2.合金层厚度>5mm:将合金与衬背材料结合良好部位第一次界面反射波调整为基线满刻度的20~30%。
5.4检测灵敏度
5.4.1合金层厚度1mm~5mm:探头置于参考试块合金与衬背材料结合良好部位,将底波调整至满屏80%,增益10~12dB。
5.4.2合金层厚度大于5mm:探头置于参考试块合金与衬背材料结合良好部位,将界面波调整至满屏80%,增益4~6dB。
6 检测工艺
6.1通用工艺规程
6.1.1通用工艺规程应由超声波Ⅱ级或Ⅲ级人员根据相关法规、产品标准、有关的技术文件和本标准的要求编制,无损检测责任工程师审核,本单位技术负责人批准。无损检测通用工艺规程修订、更改时应履行本条规定的程序。
6.1.2通用工艺规程至少包括以下内容:
a)适用范围;
b)引用标准、法规;
c)检测中有关安全、环境和健康的要求;
c)检测人员资格;
d)检测设备、器材和材料;
e)被检轴瓦表面状况;
f)检测工艺和检测技术;
g)检测结果的评定;
h)检测记录、报告和资料存档;
i)编制人、审核人和批准人;
j)编制日期。
6.3检测工艺卡
6.3.1实施轴瓦合金超声波检测的人员应按检测工艺卡进行操作。
6.3.2检测工艺卡应由超声波Ⅱ级或Ⅲ级人员根据通用工艺规程、产品标准、有关技术文件和本标准的要求编制,无损检测责任工程师审核。检测工艺卡修订、更改时应履行本条规定的程序。
6.3.3检测工艺卡应包括以下内容:
a)工艺卡编号;
b)轴瓦的名称、型号、产品编号、规格、材质等;
c)检测设备和器材:超声波探伤仪型号、探头规格及编号等;
d)检测工艺参数:检测方法、检测比例、检测部位、校准试块、参考试块等;
e)检测技术标准;
f)检测程序;
g)检测部位示意图;
h)编制人和审批人;
i)编制日期。
7 检测
7.1检测应在合金表面进行。
7.2探头应与检测面吻合良好。
7.3扫查速度应不超过100mm/s。
7.4典型的反射回波见附录C,缺陷的判别参照附录C图C1~C6中的b图。
8缺陷的定量和评定
8.1按照本标准进行检测结果的评定,应只计入不小于晶片面积一半的结合处缺陷。
8.2如衬背中存在缺陷,应在检测报告中注明。
8.3用半波高度(6dB)法确定缺陷的边界,相邻缺陷之间的距离不大于10mm,视为连续缺陷。
8.4缺陷的评级见表2。
表2 缺陷评级1)
|
缺陷组别
|
结合面
|
|
单个缺陷面积不大于(mm2)
|
全部缺陷所占面积%不大于
|
|
Ⅰ
|
0
|
0
|
|
Ⅱ
|
L1b2)
|
1
|
|
Ⅲ
|
L2b
|
1
|
|
Ⅳ
|
L2b
|
2
|
|
Ⅴ
|
L3b
|
5
|
|
注: 1)若单个缺陷所占的百分比超过表中规定全部缺陷所允许的百分比时,采用后者评级;
2)“b”的单位是mm,指径向轴瓦或推力瓦的宽度;L1 =0.75mm;L2 =2mm;L3=4mm。
|
8.5缺陷评定
承载区域3)应为Ⅰ级合格,其它区域应为Ⅲ级合格。
注3):对于径向轴瓦,当载荷为垂直向下时,承载区域为60°~120°范围内的滑动表面。
9记录
每次检测应做好原始记录,并详细记录检测结果。记录内容至少应包括下列信息:
a)委托单位;
b)受检部件:名称、编号、材质、规格等;
c)检测设备:探伤仪、探头、试块;
d)采用工艺参数:执行标准、表面状况和检测灵敏度等;
e)缺陷的详细参数:缺陷的大小,位置及分布示意图;
f)检测人员的签名及日期;
g)轴瓦的超声波检测原始记录参见附录D。
10检测报告
检测报告至少应包括如下内容:
a)依据的标准;
b)轴瓦规格和材料、合金层厚度;
c)超声波探伤仪型号和编号、探头规格;
d)检测灵敏度和检测范围;
e)缺陷状况和缺陷评级;
f)检测人员和检测日期;
g)轴瓦的超声波检测报告参见附录E。
附 录 A
(规范性附录)
轴瓦超声波检测校准试块
A.1校准试块
轴瓦合金试块,简称ZW-HJ试块,用于轴瓦超声波检测仪器、探头校准试块,其形状和尺寸见图A.1所示。
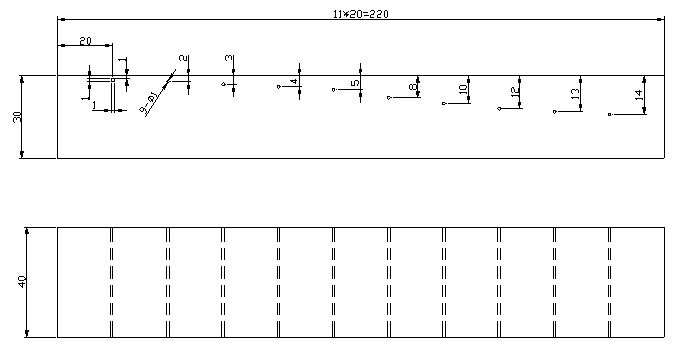
图A.1 ZW-HJ试块(单位:mm)
A.2技术要求:
1)试块材料为ZChSnSb11-6,内部应无缺陷;
2)试块外形垂直度、平行度±0.05mm,孔径±0.05mm;探测面光洁度为1.6μm,其余光洁度3.2μm;试块尺寸及缺陷位置尺寸公差±0.1mm,
3)试块应经计量部门检定合格。
附 录 B(规范性附录)
轴瓦超声波检测参考试块
B.1参考试块
轴瓦超声波检测Ⅰ参考试块简称ZW-Ⅰ,轴瓦超声波检测Ⅱ参考试块简称ZW-Ⅱ。其形状和尺寸见图B.1、图B.2所示。
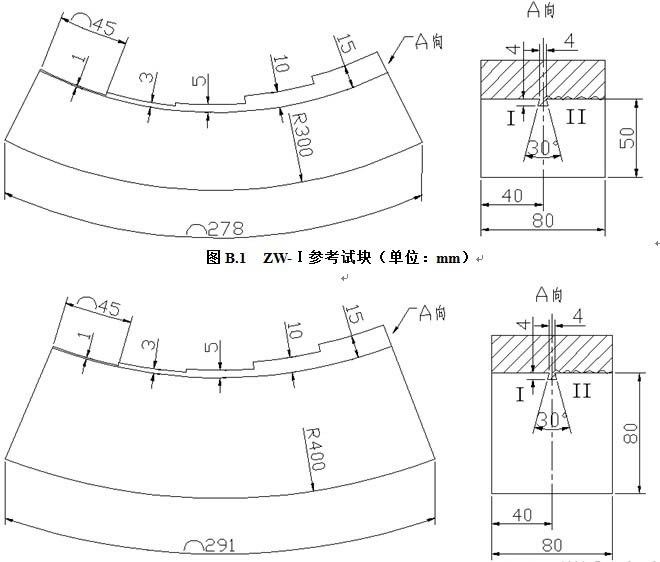
图B.2 ZW-Ⅱ参考试块(单位:mm)
B.2技术要求:
1)试块材料
衬背材料:35钢
合金材料:ZChSnSb11-6
衬背厚度:当R=300mm时,T=50mm,当R=400mm时,T=80mm。
2)试块Ⅰ侧为结合良好区域,Ⅱ侧为结合不良区域。
3)外形垂直度、平行度±0.05mm,探测面光洁度为1.6μm,其余光洁度3.2μm;试块各尺寸公差±0.1mm,
4)试块应经计量部门检定合格。
附 录 C
(资料性附录)
反射回波
C.1反射回波
反射回波见图C.1、图C.2 、图C.3、图C.4 、图C.5、图C.6所示。
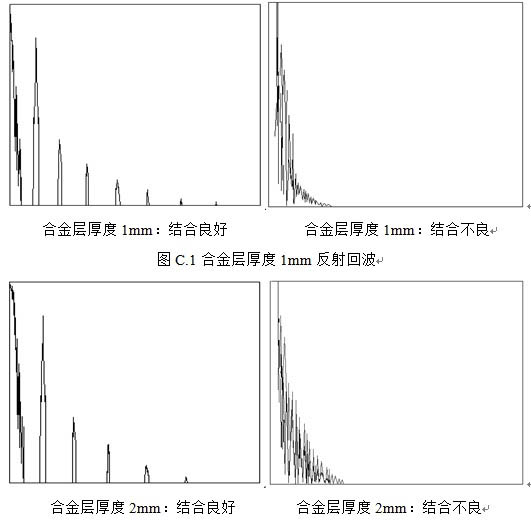
图C.2合金层厚度2mm反射回波
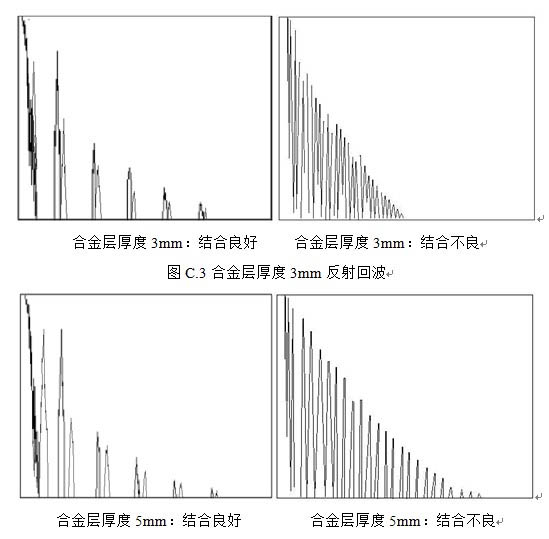
图C.4合金层厚度5mm反射回波
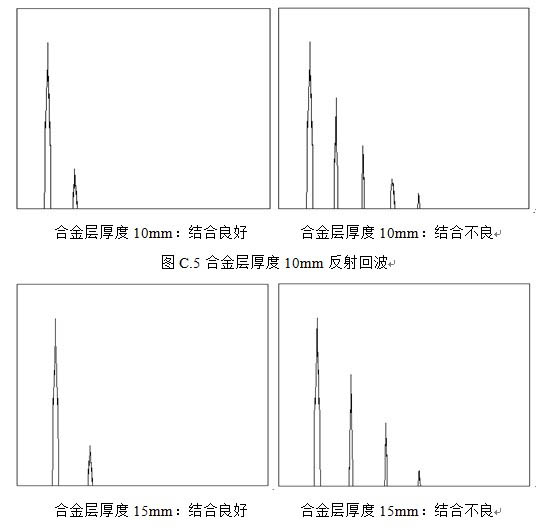
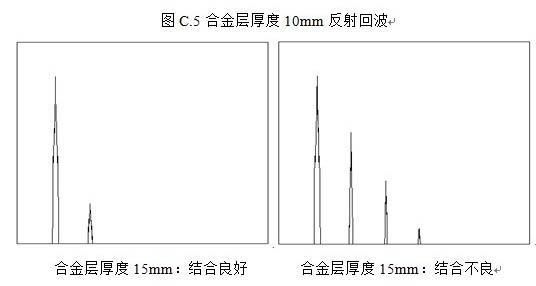
图C.6合金层厚度15mm反射回波
附 录 D
(资料性附录)
轴瓦超声波检测记录
D.1轴瓦超声波检测记录
轴瓦超声波检测记录见表D.1。
表D.1 轴瓦超声波检测记录
编号:
|
委托单位
|
|
部件名称/编号
|
|
频率(MHz)
|
|
|
部件材质
|
|
部件规格
|
|
晶片尺寸
|
|
|
仪器型号
|
|
表面状况
|
|
探头类别
|
|
|
仪器编号
|
|
试块型号
|
|
耦 合 剂
|
|
|
依据标准
|
|
检测灵敏度
|
|
合金层厚度
|
|
|
示意图:
|
|
缺陷编号
|
缺陷状况
|
备注
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
检测人员
|
|
日期
|
|
|
复核人员
|
|
日期
|
|
|
|
|
|
|
|
|
|
|
|
|
附 录 E
(资料性附录)
轴瓦超声波检测报告
E.1轴瓦超声波检测记录
轴瓦超声波检测记录见表E.1。
表E.1 轴瓦超声波检测记录
报告编号:
|
受检部件
|
|
检测部位
|
|
|
部件材料
|
|
表面状况
|
|
|
部件规格
|
|
检测标准
|
|
|
仪器型号/编号
|
|
探头型号
|
|
|
试块型号
|
|
耦 合 剂
|
|
|
检测灵敏度
|
|
合金层厚度
|
|
|
检验结果
|
|
轴瓦编号
|
缺陷状况
|
缺陷评定
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
备注:
|
|
检测人员
|
|
审核人员
|
|
批准
|
|
|
日期
|
|
日期
|
|
日期
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
